Bevor es ans eigentliche Löten geht, muss man sich zunächst das notwendige Werkzeug bereitlegen (oder anschaffen) und den Arbeitsplatz entsprechend einrichten:
Benötigt wird ein Lötkolben mit einer Leistung von 20 W bis 60 W, der eine feine Spitze hat und gut in der Hand liegt.
Dabei sollte der Abstand von der Spitze bis zum Griff möglichst kurz und die Anschlußschnur möglichst flexibel sein. So lässt sich der Lötkolben leicht und präzise führen.
Am Arbeitsplatz sollte eine stabile und sichere Ablage für den Lötkolben vorhanden sein. Der Lötkolben darf keine Teile der Ablage mit der heißen Lötspitze berühren, wenn er abgelegt wird. Ebenfalls muss darauf geachtet werden, dass bei der Arbeit keine anderen Bauteile oder Kabel gegen die heiße Lötspitze kommen können.
Die Spitze des Lötkolbens sollte zwar fein sein, damit auch kleine Lötstellen gearbeitet werden können, aber dennoch nicht spitz zulaufen, wie ein angespitzter Bleistift. Viel besser ist eine leicht abgeflachte Spitze mit einer ca. 2 mm breiten Auflagefläche. Durch geschicktes Auflegen der Spitze kann ein deutlich besserer Wärmeübergang in die Lötstelle erreicht werden, was einerseits zu qualitativ besseren Lötstellen sorgt, andererseits aber auch weniger (Hitze-)Stress für die Platine und andere Bauteile bedeutet, da die Lötstelle die notwendige Temperatur schneller erreicht.
Die Technik des Lötens
Vorbereitend wird die Lötstelle gereinigt und mit einem "no-clean" Flussmittel benetzt. Danach folgen die 4 Phasen des Lötens (wie auch grafisch dargestellt):
Phase 1:
Die Lötspitze wird, wenn möglich, in Kontakt mit beiden zu verlötenden Teilen gebracht, um sie gleichzeitig auf "Löttemperatur" zu bringen. Unter Umständen kann schon in dieser Phase eine leichte Zugabe von Lötzinn sinnvoll sein, um den Wärmeübergang zu verbessern / zu beschleunigen.
Phase 2:
Wenn die Lötstelle ausreichend erwärmt ist, wird vorsichtig soviel Lötzinn (an der heißen Lötspitze) zugegeben, bis die Lötstelle gut gefüllt ist und sich ein kleiner Kegel bildet.
Phase 3:
Nachdem ausreichend Lötzinn zugegeben wurde, wird die Lötstelle noch für weitere 1 - 2 Sekunden erwärmt, damit das Lötzinn gut über die gesamte Lötstelle fließen und den gewünschten Kegel ausbilden kann.
Phase 4:
Die letzte Phase des Lötens ist die Abkühlung der Lötstelle bis zur Erstarrung des Lötzinns. Man erkennt die Erstarrung des Lötzinns daran, dass der Kegel etwas an Glanz verliert.
Bis zur vollständigen Erstarrung ist es wichtig, dass keine Bewegung in die Lötstelle eingebracht wird, da dies die Qualität der Lötstelle äußerst negativ beeinflusst und sogar zu sog. "kalten" Lötstellen führen kann. Kalte Lötstellen sind sehr problematisch, da sie erst nach Ablauf einer gewissen Zeit (Stunden, Tage, Wochen oder sogar länger) oder bei bestimmten Umgebungstemperaturen ausfallen können. Die Diagnose von kalten Lötstellen ist aus diesen Gründen äußerst schwierig.
Wird nicht mit "no-clean" Flussmittel gearbeitet, entstehen durch Flussmittelrückstände Übergangswiderstände (und damit Kriechströme) zu benachbarten Lötstellen oder Leiterbahnen, durch die die empfindliche Elektronik unerklärliche Fehlfunktionen zeigen kann.
Wird also mit nicht rückstandfreien Flussmitteln (ganz besonders Lötfett) gearbeitet, muss die Lötstelle unbedingt von den Rückständen gründlich gereinigt werden.
Beurteilung von Lötstellen
Die Grafik zeigt schematisch die möglichen Ausbildungen des Zinnkegels einer Lötstelle:
Die perfekte Lötstelle mit kegelförmig erstarrtem Lötzinn, geraden bis leicht konkaven Flanken des Kegels.
Fast kugelförmig erstarrtes Lötzinn ist Indikator dafür, dass zuviel Lötzinn zugeführt wurde. Das ist im Prinzip nicht schädlich, wenn ausreichend Raum zu benachbarten Bauteilen vorhanden ist, wird aber dennoch sehr kritisch gesehen, da sich unter der "Kugel" durchaus eine kalte Lötstelle verbergen kann.
Durch zu wenig Lötzinn nicht vollständig benetzte Lötstelle stellt zunächst kein elektrisches Problem dar, kann aber zu späteren Ausfällen / Störungen durch Vibration oder Stössen führen, da eine Lötstelle immer nicht nur elektrische, sondern auch mechanische Verbindung zweier Teile ist. Die mechanische Verbindung ist durch den Mangel an Lötzinn sehr geschwächt.
Kalte Lötstelle. Es befindet sich zwar ausreichend Lötzinn an der Lötstelle, ist jedoch keine Verbindung mit dem Bauelement oder dem Lötauge eingegangen. Dies kann entstehen, wenn das Bauelement und / oder Lötauge beim Lötvorgang nicht auf Löttemperatur erwärmt wurde oder wenn die Lötstelle während der Erstarrungsphase bewegt wurde.
Durch zu lange Erwärmung kann sowohl das Platinenmaterial, als auch die verlöteten Komponenten Schaden nehmen. Dies kann bei Halbleiterbauteilen (LEDs, Transistoren usw.) zum sofortigen Totalausfall führen, bei Buchsen- und Steckerleisten zum Schmelzen / Verziehen von Kunststoffteilen.
Kurzschluß. In manchen Situationen liegen Lötstellen so nahe beieinander, dass ein minimales "zuviel" an Lötzinn schon zum Kurzschluss mit der benachbarten Lötstelle führen kann.
es ist aber auch möglich, dass während des Lötvorgangs die benachbarte Lötstelle mit der Lötspitze (unbeabsichtigt) erwärmt / berührt wurde und sich das nun flüssige Lötzinn beider Lötstellen zu einem Kurzschluss verbindet.
Kalte Lötstelle
Kalte Lötstellen entstehen dadurch, dass während des Lötvorganges eines der zu verlötenden Teile nicht ausreichend erwärmt wurde (deshalb "kalt") oder Bewegung in die Lötstelle gekommen ist während das Lötzinn erstarrte.
Solche Lötstellen sind "gefürchtet" bei elektronischen Schaltungen, da sie zunächst ordentlich Kontakt haben, aber unter bestimmten Bedingungen oder einfach nach einer gewissen Zeit den Kontakt verlieren und zu Störungen führen. Unter besimmten Bedingungen meint z. B. Temperatur, die sich nur um wenige Grad ändern muss oder Luftfeuchte oder auch nur die Lage des Gerätes, was schon zur Störung führt. Gemeinerweise verwchwindet die Störung wieder, wenn eine der auslösenden Bedingungen entfällt. So ergibt sich dann ein sporadisch auftretender, meistens nicht reproduzierbarer, Fehler oder ein seltsames Verhalten mit "geisterhaften" Störungen.
Eine kalte Lötstelle als Fehlerursache zu lokalisieren ist ausgesprochen schwierig, zumal sie visuell, selbst bei Vergrößerung, kaum zu erkennen sind.
Anleitungen zum Löten
Tipps zum Löten gibt es im Beitrag "
Von der Kunst des Lötens und Vermeiden von Fehlern" von Thomas Lehnert.
Hierzeigt Marco das Löten am Beispiel eines RFID-Readers.
In den folgenden Videos werden weitere Anleitungen und Tipps zum Löten sehr anschaulich gezeigt.
Flussmittel
eHaJo stellt in diesem Beitrag unterschiedliche Flussmittel vor und erläutert ausführlich die Notwendikkeit von Flussmittel sowie die Vor- und Nachteile.
der vorgestellten Mittel.
Fehler beim Loeten
Mit viel KnowHow und Erfahrung hat eHaJo hier Tipps zu Lötkolben, Material und Einstellungen zusammengefasst und
weist dabei deutlich auf Fehler hin, die nicht nur "Neulingen" beim Löten unterlaufen können.
Entlöten
Manches Mal ist das, was zusammengelötet wurde, löttechnisch perfekt, aber dennoch nicht ganz richtig.
In diesen Fällen ist es gut zu wissen, wie sich Lötstellen ohne "Kollateralschäden" wieder trennen lassen.
Hier noch eine weitere Methode zum schonenden Entlöten von Bauteilen, die ganz ohne Spezialwerkzeug auskommt.
Das Video ist zwar in englisch, aber visuell so gut gemacht, dass eigentlich keine Erklärungen notwendig sind.
SMD-Bauteile löten
Einige Bauteile gibt es schon gar nicht mehr in der altbekannten Form mit Anschlussdrähten, sondern nur
noch in der miniaturisierten Form für SMD-Technik.
Wer individuelle Schaltungen / Lösungen für den TonUINO bauen möchte, kommt wahrscheinlich nicht umhin, diese Teile auch löten zu müssen.
Mit den Tipps von eHaJo ist es plötzlich nicht mehr so erschreckend, wie es zunächst den Anschein hat.
Mit etwas Übung (und auch Mut) steht die Chance recht gut, am Ende eine funktionierende Schaltung zu haben.
 Benötigt wird ein Lötkolben mit einer Leistung von 20 W bis 60 W, der eine feine Spitze hat und gut in der Hand liegt.
Benötigt wird ein Lötkolben mit einer Leistung von 20 W bis 60 W, der eine feine Spitze hat und gut in der Hand liegt. Am Arbeitsplatz sollte eine stabile und sichere Ablage für den Lötkolben vorhanden sein. Der Lötkolben darf keine Teile der Ablage mit der heißen Lötspitze berühren, wenn er abgelegt wird. Ebenfalls muss darauf geachtet werden, dass bei der Arbeit keine anderen Bauteile oder Kabel gegen die heiße Lötspitze kommen können.
Am Arbeitsplatz sollte eine stabile und sichere Ablage für den Lötkolben vorhanden sein. Der Lötkolben darf keine Teile der Ablage mit der heißen Lötspitze berühren, wenn er abgelegt wird. Ebenfalls muss darauf geachtet werden, dass bei der Arbeit keine anderen Bauteile oder Kabel gegen die heiße Lötspitze kommen können.
 Die Spitze des Lötkolbens sollte zwar fein sein, damit auch kleine Lötstellen gearbeitet werden können, aber dennoch nicht spitz zulaufen, wie ein angespitzter Bleistift. Viel besser ist eine leicht abgeflachte Spitze mit einer ca. 2 mm breiten Auflagefläche. Durch geschicktes Auflegen der Spitze kann ein deutlich besserer Wärmeübergang in die Lötstelle erreicht werden, was einerseits zu qualitativ besseren Lötstellen sorgt, andererseits aber auch weniger (Hitze-)Stress für die Platine und andere Bauteile bedeutet, da die Lötstelle die notwendige Temperatur schneller erreicht.
Die Spitze des Lötkolbens sollte zwar fein sein, damit auch kleine Lötstellen gearbeitet werden können, aber dennoch nicht spitz zulaufen, wie ein angespitzter Bleistift. Viel besser ist eine leicht abgeflachte Spitze mit einer ca. 2 mm breiten Auflagefläche. Durch geschicktes Auflegen der Spitze kann ein deutlich besserer Wärmeübergang in die Lötstelle erreicht werden, was einerseits zu qualitativ besseren Lötstellen sorgt, andererseits aber auch weniger (Hitze-)Stress für die Platine und andere Bauteile bedeutet, da die Lötstelle die notwendige Temperatur schneller erreicht.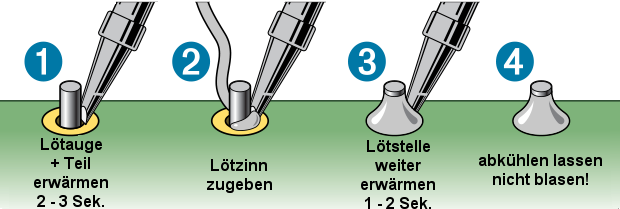 Vorbereitend wird die Lötstelle gereinigt und mit einem "no-clean" Flussmittel benetzt. Danach folgen die 4 Phasen des Lötens (wie auch grafisch dargestellt):
Vorbereitend wird die Lötstelle gereinigt und mit einem "no-clean" Flussmittel benetzt. Danach folgen die 4 Phasen des Lötens (wie auch grafisch dargestellt):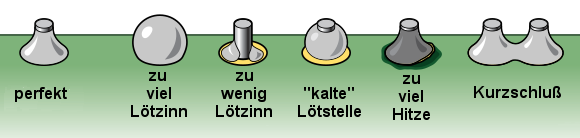 Die Grafik zeigt schematisch die möglichen Ausbildungen des Zinnkegels einer Lötstelle:
Die Grafik zeigt schematisch die möglichen Ausbildungen des Zinnkegels einer Lötstelle: